Изготовление ложи и цевья
Представление о технологии кустарного изготовления ложи я получил еще в Югославии, в городе Марибор (Словения), где после университета учился в Школе пехотных офицеров запаса. В один из церковных праздников, когда православных отпускали в город, а католическое население города работало, я зашел в оружейную мастерскую-магазинчик. Мастер австрийской школы Ружич делал новую ложу к старому курковому ружью. Приблизительно за два часа, которыми я располагал, Ружич успел пригнать дерево к металлу и оформить ложу!
Увы! Любителю для этого требуется почти две недели!
За свою жизнь я удачно сделал 4 ложи и один раз испортил хорошую ореховую болванку. Удачно были сделаны ложи к кустарной бескурковой двустволке работы мастера-самоучки Исы Цепелича, затем, уже в СССР, к ижевской одностволке, к ИЖ-12 и, наконец, к ИЖ-27. После этого была попытка сделать ложу к старинному курковому ружью работы бельгийского мастера А.А. Дефурни, окончившаяся неудачей. Дело в том; что у этого ружья подушки коробки должны были быть забраны в дерево ложи до шарнирного болта. Я допустил ошибку при расчете угла, под которым надо было долбить "корытце" под подушки коробки. И когда она была уже врезана в дерево, пятка затыльника оказалась всего на 38мм ниже прицельной линии. Между тем минимальный погиб ложи в этом месте составляет 60 мм. При любой другой конструкции ложи ошибку можно бы было исправить, изменив угол торца ложи на стыке с коробкой, а в моем случае переделать корытце не представлялось возможным.
Требования к качеству древесины
Материалом для изготовления ложи служит выдержанная ореховая древесина, поступающая на оружейные фабрики и в продажу в виде стандартных болванок с торцами, залитыми смолой. Из такой болванки обычно выходит и ложа, и цевьё.
Качество ореховой древесины оружейные заводы в Западной Европе классифицируют по 5 (Австрия) и 6 (Франция) категориям. У нас же продающиеся в оружейных магазинах болванки бывают либо низших сортов, либо стопроцентным браком. Поэтому при приобретении заготовки дерева ее необходимо осматривать самым тщательным образом.
За неимением ореховой древесины ложу можно сделать из любой лиственной породы, даже из липы или тополя, не говоря уже о буке, березе, а тем более груше. Вопрос только в том, сколько такая ложа выдержит и насколько репрезентативен будет ее внешний вид.
Основным пороком древесины является гниль, вызывающая ее трухлявость. Такая древесина совершенно не пригодна для обработки. Приведу один пример. Однажды астраханский оружейник Малахиев пообещал мне продать ореховую болванку. В назначенное время мастера дома не оказалось, но его жена вынесла завернутую в бумагу заготовку. Я расплатился и поехал домой. Дома, развернув покупку, обнаружил, что древесина настолько трухлява, что даже ногтем из нее выщербливались комочки. Пробовать же надо не ногтем, а кончиком ножа: древесина не должна отщепляться.
Вторым пороком являются трещины, образующиеся при высыхании древесины. К сожалению, под слоем смолы эти трещины не видны и выявляются только при обработке, а то и в эксплуатации. Следовательно, такая болванка уже не может быть возвращена в магазин.
Пороком считаются и сучки. Однако они не допустимы только в том случае, когда приходятся на шейку ложи, тогда как на прикладе они могут быть прикрыты врезанными и вклеенными заплатами из той же болванки (см. ниже). Когда я был еще мальчишкой, мне очень понравилось недорогое бельгийское ружье фирмы "Лепаж" в Льеже. Не по цене красивая гравировка и очень красивый свилеватый орех, но... на прикладе были две или три заплаты, скрывавшие какие-то дефекты древесины.
Выбирая болванку, надо учитывать, чтобы в том месте, где предположительно будет шейка, слои шли вдоль нее, а не поперек.
На болванку наносят контур будущей ложи, следя за тем, чтобы шейка пришлась на то место, где слои будут идти вдоль нее.
Предварительные замечания о форме ложи
У большинства охотников, не в укор им будет сказано, поскольку этим грешат и дизайнеры наших оружейных заводов, представления о формах ложи бывают более чем смутными. Поэтому следует взять за образец ложу неплохого ружья, сделанного, увы, за рубежом. Если ложу предполагается делать с пистолетным выступом, то за образец можно взять ложу репарационного зауэра или зимсона. Если же ложу делать без выступа, так называемую английскую, то за образец следует взять бельгийское или французское ружье. Однако форма шейки во многом зависит от очертаний хвостовика коробки, и делать английскую ложу к немецкой коробке не имеет смысла: она никогда не получится изящной.
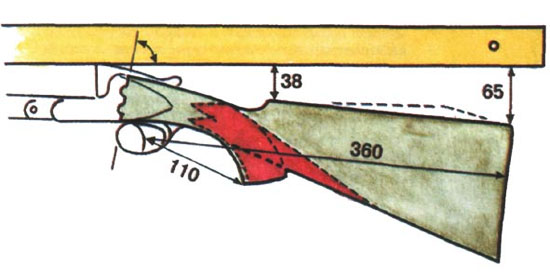 |
Положив линейку на прицельную планку, надо уложить контур ложи так, чтобы от линейки до пятки затыльника было 65мм. Красным обозначены поверхности, на которые наносится насечка при наличии пистолетного выступа и без него |
Обводы ложи, выбранной за образец, вычерчивают на картоне и вырезают. Такой шаблон очень удобен, поскольку его можно прикладывать к болванке в разных местах и в разных поворотах, пока не будет найден оптимальный вариант. Контуры этого последнего вычерчивают на болванке, по возможности, так, чтобы уместилось и цевьё.
К контуру, вычерченному на болванке, прикладывают коробку с надетыми стволами, к прицельной планке - длинную линейку и поворачивают коробку так, чтобы между линейкой и пяткой будущего затыльника осталось 65 мм. Это стандартный погиб ложи.
Самым внимательным образом линией А-Б отмечают плоскость торца коробки. Если этого не сделать, то погиб может оказаться больше или меньше требуемого. Только для человека с короткой шеей и вздернутыми плечами погиб делают меньше: 58-60 мм, а для людей с длинной шеей - больше, порядка 70 мм. Ложа на ружье Густава Тихого в Моравской Остраве имела погиб 75 мм, но я, несмотря на длинную шею, нашел ее слишком непривычной.
Заготовку-ложу выпиливают по начерченному контуру с припуском в 0,5-1,0 см, поменьше в головке ложи и побольше у затыльника. Я выпиливал ложу змейкой (рамочной).
Врезка коробки
При обычной конструкции ружья коробку врезают, удалив спусковую скобу и нижнюю личину. Только при рамочной системе замков (ИЖ-18, ИЖ-12, ИЖ-27) посадку коробки на ложу производят в сборе.
Врезав аккуратно коробку на ружьях старой европейской конструкции, начинают врезать личину и спусковую скобу, внимательно следя за тем, чтобы толщина дерева между хвостовиком и личиной (или основанием спусковых крючков) соответствовала расстоянию между этими частями в собранном виде. Наконец, врезают предохранительный механизм, если таковой имеется.
Убедившись, что торец коробки со всеми своими выступами и выточками достаточно точно посажен на дерево, можно делать отверстия под крепежные винты.
Обычно коробка классической формы крепится к дереву двумя винтами. Один винт, головка которого находится под рычагом затвора, проходит сверху вниз и соединяет хвостовик с приливом на личине или на основании спусковых крючков. На трехстволках и бокфлинтах этот винт отсутствует: в первом случае из-за наличия срединного курка, а во втором - из-за близко поставленных друг к другу курков. Головка второго винта располагается под спусковой скобой, проходит снизу вверх и соединяет задний конец спусковой доски (или личины) с задним концом хвостовика.
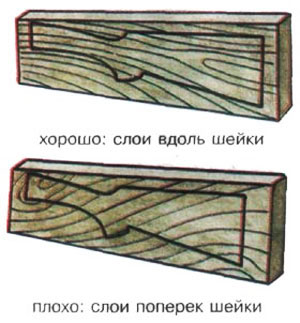
Накладывая на болванку контур будущей ложи,
надо найти место, где слои будут
идти параллельно шейке
Посадив коробку на ложу, отмечают место входа переднего винта и места выхода и входа заднего. Затруднения возникают с нахождением места выхода переднего винта, которое должно оказаться точно над его гнездом в приливе личины. Например опытный мастер Ружич долбил отверстие сверху и выходил точно к гнезду. Любителю может, конечно, посчастливиться сразу попасть в гнездо, однако рассчитывать на это не приходится. Поэтому перед тем, как приладить коробку к ложе, надо нанести какую-либо вязкую краску на верхнюю поверхность прилива, собрать ружье и снова отнять ложу. На дереве останется отпечаток прилива со светлым местом над отверстием гнезда.
Наметив места входа и выхода винтов, начинают долбить отверстия, пользуясь тонким долотцом, сверху вниз и снизу вверх, то есть навстречу друг другу. Если эти отверстия несколько разойдутся, то их совмещают, подстругивая выступающие места тем же долотцом. После этого канал проходят спиральным сверлом, диаметр которого равен диаметру винта. Естественно, что винт пойдет по каналу только под легкими ударами киянки.
Много проще сажать коробку на ложу при рамочной системе замков (ижевские вертикалки, некоторые итальянские и испанские бокфлинты). Здесь крепление ложи осуществляется одним длинным стяжным винтом, проходящим через приклад и шейку и ввинчивающимся в тройник, соединяющий хвостовик с личиной. Стяжной винт бывает короче ложи, поэтому в прикладе со стороны затыльника сверлится в направлении шейки канал диаметром 16-20 мм для шайбы и головки винта. Длина канала определяется длиной стяжного винта. Коробку в сборе врезают в головку ложи и как можно точнее совмещают - пригоняют торцы коробки и ложи. Наметив место, куда приходится тройник, сверлят 8-миллиметровым сверлом канал навстречу каналу, высверленному со стороны затыльника. Этот узкий канал я сверлил буравчиком диаметром 10 мм, поскольку у меня не было восьмимиллиметрового.
Если отверстия под крепежные винты при классическом креплении коробки не совпадут с каналами в древесине, то эти последние надо пройти спиральным сверлом и заполнить на клею деревянными шпильками. Когда клей высохнет, можно попытаться высверлить канальцы в дереве заново. Диаметр деревянных шпилек должен быть таким, чтобы они входили в отверстия только под ударами молотка, следя за тем, чтобы не расколоть головку ложи, после чего ее обстругивают снаружи заподлицо с металлическими частями коробки оставляя, допуск на шлифовку.
Если замки ружья на боковых досках, то их полностью разбирают, прикладывают доски к коробке и очерчивают карандашом. Врезать доски, не удаляя замков, и дольше, и много легче сделать ошибку.
Форма ложи
Когда коробка и замки посажены и закреплены, к стволам вновь прикладывают линейку и отмечают требуемый погиб ложи как в пятке затыльника, так и в коньке приклада. При погибе в пятке 65 мм погиб в коньке должен составлять 38 мм. Затем от заднего торца болванки отпиливают кусок древесины с тем, чтобы длина ложи с затыльником соответствовала росту и длине рук будущего пользователя. Эта длина колеблется от 350 до 410 мм и должна соответствовать длине руки (К.В. Мартино "Бой ружей дробью", Уфа, 1991 г.).
Теперь приступают к обтесыванию болванки, придавая ей желаемую форму, помня, однако, что форма коробки и ее хвостовика диктует и форму шейки, и головки ложи. Менять можно только форму спусковой скобы. Некоторые скобы хорошо выпрямляются под английскую ложу или, наоборот, сгибаются под пистолетную шейку, причем даже в холодном виде. Другие требуют нагрева. На ружье Густава Тихого скоба была сделана из самокалки, и мне так и не удалось ее отпустить.
На опиленном конце болванки вычерчивают овал затыльника, сверлят и нарезают два отверстия под два шурупа и привинчивают затыльник. При этом затыльник для правши должен быть отведен несколько вправо, а для левши - влево. Отвод (стандартный) в пятке составляет 4-6 мм, в носке - 6-8 мм.
На общий вид ложи влияют даже незначительные (1-2 мм) изменения ее формы. Не выбранная там, где надо, или, наоборот, выбранная там, где не требовалось, древесина и ложа будет некрасивой. Ложу, в принципе, может изготовить любой столяр, а вот сделать ее изящной, не имея наметанного глаза и опыта, очень трудно.

Если ложа в силу тех или иных причин
получилась коротковатой, ее можно
удлинить «башмаком», сшитым из голенища
старых женских сапожек. Зимой же, при теплой
одежде, коротковатая ложа будет только удобна
Мастера-ложевики обстругивают болванку до получения требуемых размеров и формы ложи, пользуясь двуручным вогнутым стругом. Такой струг можно сделать из шинковочного ножа для капусты, заточив с вогнутой стороны. При работе стругом болванку, а затем уже и полуготовую ложу зажимают в тисках с пробковыми губами.
Я же, не располагая достаточно большими тисками, обтесывал болванки топориком, выравнивал рашпилем, а затем большим драчёвым напильником.
Основной ошибкой, которая может произойти при обработке поверхности приклада, является ее волнистость. Пока дерево не отшлифовано, волнистость не бросается в глаза, но после шлифовки, а особенно после покрытия поверхности шелаковой политурой (см. ниже), создается отвратительное впечатление. Чтобы избежать этой ошибки, надо, во-первых, проверять визуально контролируемую поверхность, поднося ее на уровень глаза и смотря против света. Во-вторых, обстругивая ложу рашпилем, поочередно работать им то поперек, то вдоль плоскости: от затыльника к шейке. Дальнейшее выравнивание поверхности я выполнял путем скобления очень острым охотничьим ножом, снимавшим тончайшую стружку.
Прежде чем шлифовать поверхность ложи, ружье собирают и делают ряд вскидок. Если прицельная линия отклоняется от точки прицеливания, то изменяют либо питч, либо наклон торца. Расстояние от переднего спускового крючка до пистолетного выступа на шейке обычно бывает 110 мм, но для людей с очень большой кистью выступ смешают назад.
Очень важны размеры и форма шейки. Она должна быть в сечении овальной, с высотой при 16 и 12 калибрах 39 мм и шириной 30 мм. Для "двадцаток" эти размеры на 1-2 мм меньше. Ни в коем случае не следует делать шейку в сечении трехгранной, как это по невежеству одно время делал Ижевский механический завод. Трехгранное сечение и неудобно для кисти, и некрасиво, и нетрадиционно.
Насечка

Пилка для нанесения насечки,
сделанная из отвертки
Когда формы ложи полностью закончены, я делал насечку как на шейке, так и на цевье, но настоящие мастера, уверенные в себе, сначала шлифуют и полируют всю ложу, а уж потом делают насечку.
Насечку, или "рыбью чешую", наносят одно-, двух- и трехрядными пилками. Их я делал из отверток, а инженер Жемчужников - из обломков полотен для ножовки. Отвертки отпускаются, изгибаются и обтачиваются напильником, а затем надфилем сначала делаются вдоль ряды будущих зубчиков, а затем поперек - сами зубчики. Чем ближе будут сделаны ряды зубчиков, тем мельче будет насечка, то есть с большим числом рядов на одном дюйме (дюйм = 25,4мм). Чем мельче насечка, тем она ценнее. Например, английская фирма "Джеймс
Пёрде" делает 24 ряда, а экономные бельгийцы - до 32 рядов. Мелкую насечку делать очень трудно, и хорошо она получается только на древесине высших сортов. К сожалению, на работающем ружье она быстро стирается.
Насечка в 18 рядов выглядит вполне благородно, но если ложу приходится делать не из ореховой древесины, а из более крошащейся, то лучше ограничиться 12-14 рядами. Девизом должно служить: "Лучше сделать аккуратно более крупную насечку, чем более мелкую, но с многими огрехами". Мне однажды пришла фантазия сделать мелкую насечку на репарационном зауэре с 28 рядами. Намучился я страшно, но с грехом пополам сделал.
Порядок работы двойной пилки таков: один ряд зубчиков идет по уже пропиленной борозде, а другой ряд пропиливает новую борозду. По идее, двузарядная пилка должна автоматически обеспечивать параллельность рядов, однако на практике при недостаточном внимании ряды по разным причинам то сходятся, то расходятся, что недопустимо. Чтобы добиться параллельности рядов, необходимо проталкивать пилку строго в направлении уже пропиленного ряда, не полагаясь на то, что этот, уже пропиленный ряд удержит пилку на постоянном расстоянии от себя.

Наиболее характерные ошибки при нанесении
насечки обозначены красными крестами;
стрелкой обозначено место сближения рядов,
крестами их расползание
Преимущество пилки, сделанной из обломков ножовочного полотна, заключается в том, что, меняя толщину прокладки между пилками, легко получить любое количество рядов на 1 дюйм.
Ряды пропиленных бороздок и остающихся между ними пирамидок должны пересекаться под углами от 30 до 45°. Чем острее будет угол, тем длиннее получатся пирамидки насечки, но, на мой взгляд, насечка получается наиболее красивой при угле в 35-38°.
Существует еще одна особенность нанесения насечки: когда ряд переходит с одной плоскости на другую, а в меньшей мере когда ряды идут по округлой поверхности, меняется угол пересечения рядов. Например, при переходе ряда с боковой поверхности цевья на нижнюю пилка стремится завернуть внутрь и увеличить угол пересечения рядов примерно на 10-15°. В результате форма и размеры пирамидок резко меняются.
На краях поверхности, очерченной для нанесения насечки, одни желобки не доходят до окаймляющей линии, другие несколько заходят на нее. Мастера-ложевики (очень часто это бывают женщины, специализирующиеся на нанесении насечки), чтобы скрыть эти огрехи, обводят всю насеченную поверхность двойным и даже тройным желобком (например, английская фирма "Джеймс Перде").
На рисунке показаны классические формы площадей, занимаемых насечкой. Иногда насечка комбинируется с резьбой по дереву, что, по моему мнению, нельзя считать хорошим вкусом.
Отделка поверхностей
Итак, ложа оформлена, насечка сделана, пригнан пластмассовый затыльник и высверлено и нарезано гнездо для задней антабки. Остается обработать внешнюю поверхность, придав ей скромный блеск и сделать ее водоупорной. Для этого:

При нанесении насечки на цевье надо помнить,
что при переходе пилки с боковой поверхности
на нижнюю, пилка теряет свое направление
и борозды теряют свой наклон
1. Обливают ложу из чайника горячей водой и дают воде высохнуть. Поверхность становится шершавой; поднявшийся "ворс" снимают шкуркой среднего номера. Операцию повторяют два-три раза.
2. В ложу со стороны затыльника втыкают палку, за которую будет удобно ее держать.
3. Чтобы получить темную окраску ложи, ее пропитывают морилкой или растительными соками. Лично мне не нравится красно-коричневый цвет отечественной морилки и удовлетворяюсь тем цветом, какой приобретает орех при пропитывании маслами. Другое дело, такая древесина, как бук или липа.
4. Ложу пропитывают горячей олифой, обязательно натуральной. Невысыхающие суррогаты для этого не годятся. Олифа наносится густым слоем с помощью ватного тампона. За неимением натуральной олифы можно использовать следующие растительные масла: льняное, применяемое в живописи, ореховое, применяемое женщинами для предохранения кожи от солнечных лучей. Я получал хорошие результаты, пропитывая ложи гвоздичным и бергамотовым маслами, но они очень дороги. Защитный слой наносят до тех пор, пока масло не перестанет впитываться в течение суток.
5. Желательно, чтобы ложа сохла 7-10 дней.
6. Шлифуют гладкие поверхности, не трогая насечку, порошком пемзы в солидоле или литоле. Вероятно, можно использовать и наждачный порошок. Шлифовальную пасту наносят тряпичным тампоном и растирают вдоль слоев.
7. Покрывают гладкие поверхности шеллаковой политурой, благодаря которой масло не будет в жаркую погоду выпотевать наружу и пачкать одежду. Политуру наносят тряпичным тампоном, в который наливают небольшое количество политуры - спиртового насыщенного раствора шеллаковой смолы. Наливать надо понемногу, пока раствор не протечет через наружную часть тампона. Диаметр тампона 50 мм. Мокрым тампоном быстрыми движениями протирают все гладкие поверхности, постепенно увеличивая на него давление. Сперва под тампоном будет ощущаться влага (раствор), потом тампон просохнет, после чего начнет липнуть к древесине. Это - самый ответственный момент: надо, не останавливаясь, протирать тампоном все поверхности, быстро переходя от одной к другой. Наконец высыхающий тампон перестанет липнуть. Под тампоном должна остаться равномерная блестящая поверхность. Полировка закончена.
8. Ложе дают окончательно высохнуть в течение 20-30 минут. Чем больше будет тампон и чем больше в нем будет политуры, тем сильнее будет блеск и тем дольше придется натирать ложу, помня, что политура не терпит остановок и передышек. Весь процесс нанесения раствора необходимо сделать, на одном дыхании.
Кирилл Мартино
Природа и Охота 1-1999
- Статьи»Мастерская
- mercenary33920
Комментарии
Добавлять комментарии могут только зарегистрированные пользователи